在机械加工领域,深孔钻削一直被视为一项高难度、高技术含量的工艺,尤其是在加工铝、铜、黄铜、钛合金等有色金属材料时,面临着排屑困难、易粘刀、导热性高等独特挑战。专门针对有色金属设计的深孔钻产品,正是为了解决这些痛点而生,它们通过特殊的设计和材料选择,实现了高效率、高精度、高质量孔的加工,成为现代制造业中不可或缺的关键工具。
一、 有色金属深孔加工的挑战
与黑色金属相比,有色金属的加工特性差异显著:
- 粘性大、易产生积屑瘤:如铝、铜等材料质地较软,在切削过程中容易粘附在刀具刃口上,形成积屑瘤。这不仅会改变刀具的实际几何角度,影响切削性能,还会导致加工表面质量恶化,甚至引发刀具崩刃。
- 导热性好:有色金属通常具有优良的导热性,这虽然有利于散热,但也意味着切削热更容易传递到工件和刀具,对刀具的耐热性和冷却系统提出了更高要求。
- 排屑困难:深孔加工本身排屑路径长,而有色金属切屑往往呈带状或卷曲状,若不能顺利排出,极易缠绕钻头或堵塞孔道,造成刀具损坏、孔壁划伤乃至加工中断。
- 对表面质量要求高:许多有色金属工件用于航空航天、电子通讯、精密仪器等领域,对孔的尺寸精度、圆柱度、表面光洁度有着极其严苛的要求。
二、 专业深孔钻产品的设计精髓
为应对上述挑战,现代有色金属深孔钻产品在以下几个方面进行了深度优化:
- 刀具几何角度优化:
- 锋利的切削刃与大前角:旨在减小切削力,实现轻快切削,有效抑制积屑瘤的产生,确保切屑顺利形成与分离。
- 独特的排屑槽设计:通常采用宽而光滑的螺旋槽,提供充足的容屑空间和流畅的排屑通道,配合高压内冷系统,将切屑强力、及时地排出孔外。
- 精确的刃带与倒锥设计:保证钻削过程的导向稳定性,减少与孔壁的摩擦,防止“咬死”和振刀,从而获得更高的直线度和表面质量。
2. 先进的涂层技术:
采用如TiAlN、AlCrN、金刚石(DLC)等耐磨、低摩擦系数的物理气相沉积(PVD)涂层。这些涂层能显著减少刀具与工件材料之间的亲和力,有效防止材料粘连,同时增强刀具表面的硬度和热稳定性,延长使用寿命。对于加工硅铝合金等磨蚀性材料,金刚石涂层表现尤为出色。
3. 高品质的基体材料:
选用细颗粒、高韧性的硬质合金作为基体,确保钻头在高速旋转和断续切削条件下具备足够的强度和抗冲击能力。
4. 创新的冷却液供给方式:
绝大多数高性能深孔钻都采用内冷设计。高压冷却液通过钻杆内部的通道直达切削刃部,起到冷却刀具、润滑切削区、辅助断屑和强力冲排切屑的多重作用。这是保证深孔加工成功率和孔质量的核心要素之一。
三、 主流产品类型与应用
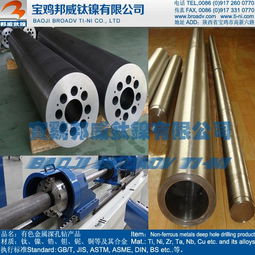
- 枪钻(BTA深孔钻):适用于中等直径(通常3mm以上)的深径比极大的孔加工。其单刃切削、内部输送高压油(冷却液)的结构,特别适合在专用深孔钻机或改装车床上加工铝、铜合金等长深孔,能获得极佳的直线度和表面光洁度。
- 整体硬质合金内冷深孔钻:这是目前应用最广泛的类型,通常用于加工中心。钻头一体成型,刚性好,直径范围覆盖广(可从3mm到数十毫米),深径比可达数十倍。凭借出色的通用性和高效率,已成为加工有色金属零部件(如发动机缸体、阀体、散热器)上深孔的首选。
- 可换头式深孔钻:刀杆与钻尖模块化设计,使用经济灵活。当钻尖磨损或损坏时,只需更换价格较低的钻尖即可,无需更换整个刀杆,降低了长期使用成本。
四、 选用与使用要点
- 精准匹配:根据被加工材料的种类(如纯铝、硬铝、铜合金、钛合金)、孔径、孔深、设备刚性和冷却液压力,选择合适的钻头类型、直径、涂层和槽型。
- 参数优化:采用较高的切削速度和适当的进给量。高速有助于形成理想切屑,但需平衡刀具寿命;适当的进给量能保证稳定切削,避免因进给过小导致摩擦加剧而产生积屑瘤。
- 冷却与润滑至关重要:必须确保高压内冷系统畅通且压力足够(通常要求10MPa以上)。使用针对有色金属优化的专用切削液,能极大改善加工效果。
- 稳固的装夹与对中:工件和刀具都必须牢固装夹,初始对中精度要高,以减小偏摆,确保孔的位置精度和直线度。
有色金属深孔钻产品是现代精密制造技术发展的结晶。它不再是简单的钻孔工具,而是集材料科学、精密制造、流体力学于一体的系统解决方案。正确选择和使用这些专业刀具,能够突破有色金属深孔加工的瓶颈,显著提升生产效率、降低综合成本,并加工出满足高标准要求的优质深孔,为航空航天、新能源汽车、高端模具等先进制造业的发展提供坚实的技术支撑。